Steel Plate Built-up Box Section Box Column and Box Beam For High Rise Building Structural Use
2024/2/29 view:
Steel Plate Built-up Box Section Box Column and Box Beam For High Rise Building Structural Use

1 range:
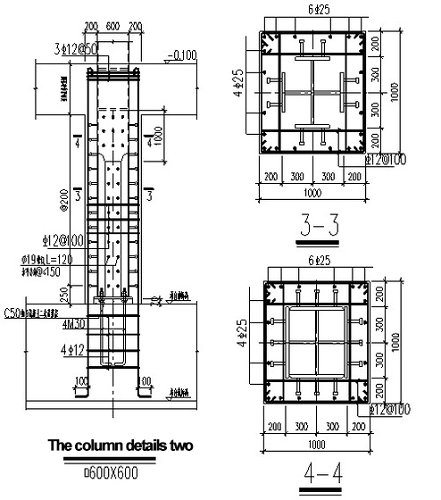
This standard is applicable to the assembly process of box type column, and it is suitable for all kinds of steel structure engineering with box column as main component. Box type column specifications to design drawings, according to the design institute to provide the owner of the drawings in real time processing.
2 construction preparation:
2.1 material requirements:
2.1.1 the box column wing plate and the web with straight cutting machine, both sides at the same time the vertical blanking, of irregular parts using CNC cutting machine for feeding, but should pay attention to the follow-up examination for the first; cutting quality should be consistent with the cutting process standards, the relevant requirements of the rules.
2.1.2 to box column wing plate and the web with its length of 50mm, width on margin; in deepening the material drawing and its size label marking net size, but it should be in the drawings show, "the figure size does not any allowance, preparation workshop material should be according to the technological requirements and margin.
2.1.3 when the box type column main body because of the length of the plate is not enough and need docking, the minimum length of the panel should be in more than 600 mm, the number of joints in the same part of not more than 2; at the same time, in is expected to set must pay attention to ensure that the web and flange butt weld staggered distance meet 500mm to.
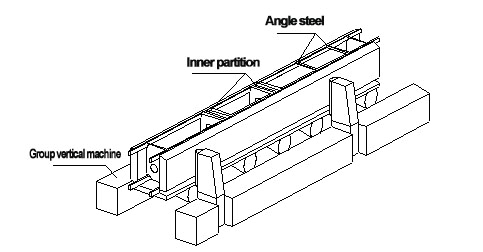
2.1.4 for box type column assembly process controlling section size of angle steel by Amada pipeline sawing and ensure its length dimension.
2.1.5The assembly of the separator in the box type column can be strictly tested, which is in accordance with the relevant requirements of the "internal partition board assembly standard".
2.1.6The selection of welding material for carbon dioxide welding wire, welding wire for 1.2mm, the number is ER50-6.
2.2.1Box type column assembly equipment for Taiwan and Europe pure longitudinal box group Li or transverse box group vertical machine, welding equipment for OTC XC-500 type gas shielded welding machine.
2.2.2Detection and identification tools are: steel ruler, square, tape, mark pen, pencil.
3.Assembly process and eligibility criteria:
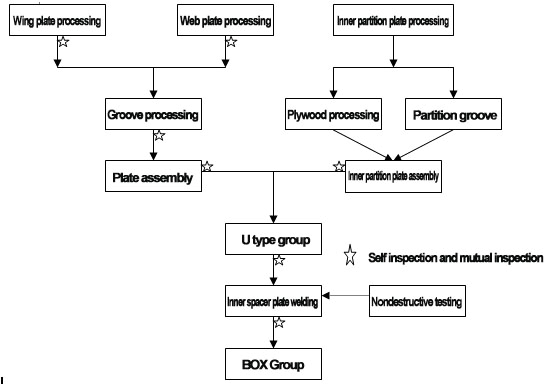
3.1Technological process:
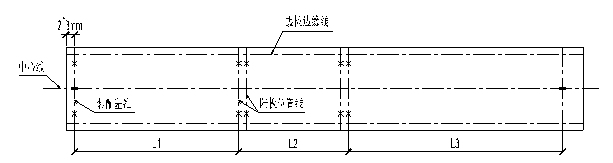
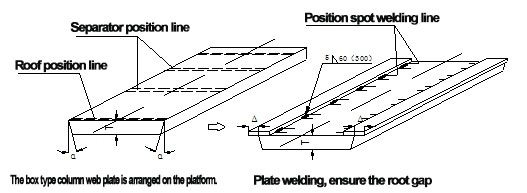
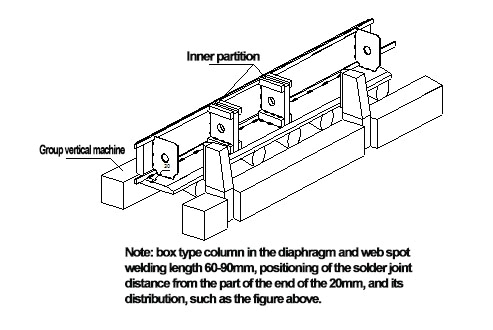
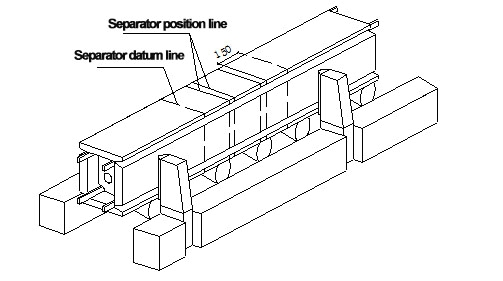
3.3.2In the web of the box column assembly welding lining plate, the positioning welding and welding, of web material should be the first implementation of the center lines and groove processing, plate mounting production process, in the plate to install, first in the center line as a benchmark is installed on one side of the plate and in to install good plate as a benchmark to install on the other side of the plate should be strictly control the distance between the outer edge of the plate two. The positioning of the weld to take gas shielded welding intermittent welding, weld length 60mm, spacing 300mm, as shown below:

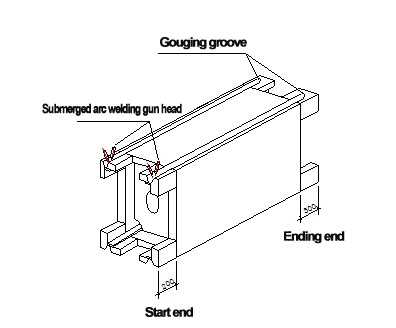
3.3.7Will have been formed box of U-shaped hanging to the assembly platform, to between the diaphragm and web full weld penetration welding, welding method by CO2 gas shielded arc welding, and for the reverse clean-up using carbon arc air gouging, 100% ut detection of weld.
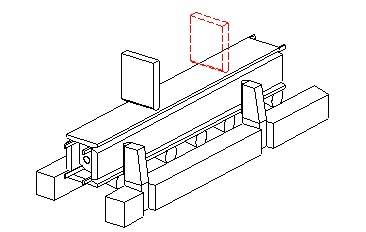
3.3.8The whole welding seam between the partition plate and the web is finished and the inspection is qualified, and the U type box body is re suspended to the group vertical machine platform, and the upper part of the upper pressing device of the group vertical machine is used to assemble the upper wing plate.
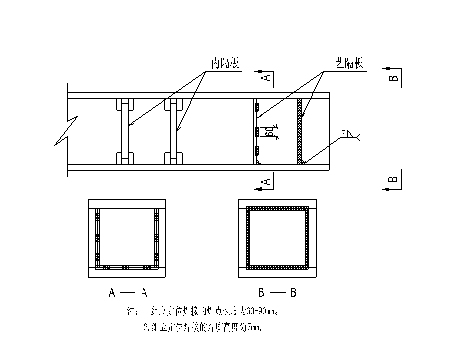
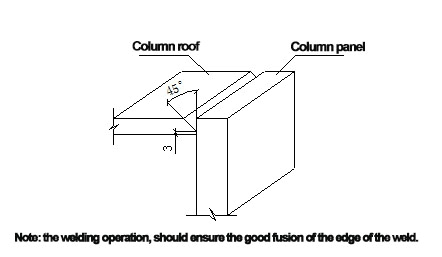
3.3.10Column for roof box columns for welding, welding method by gas shielded arc welding, welding groove form as follows:
3.3.11To clean up and rectify, and to test the size of the box after assembly to ensure that the specifications are met.
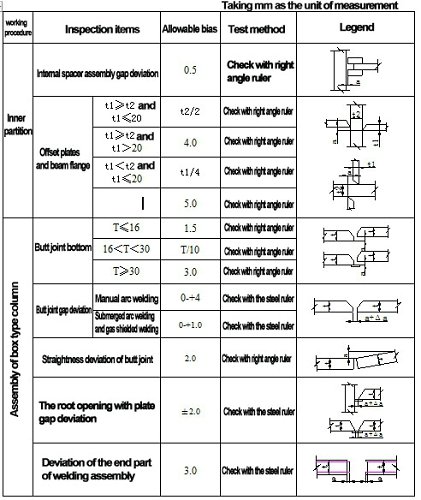
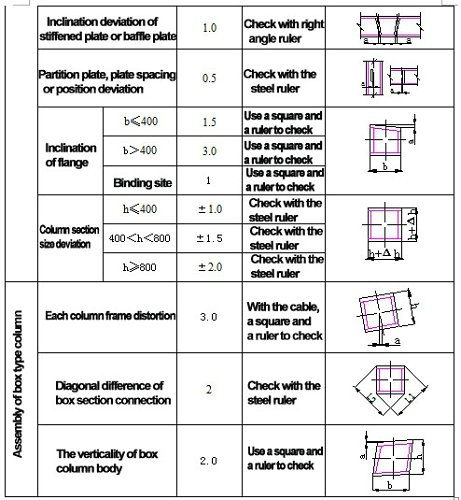
Attached:
Box type column assembly size process control allowable deviation
- Pre:None
- Next:35kV Double Circuit Electricit 2024/2/27